
Bombas para la industria láctea: cualidades y funcionamiento
Las bombas para la industria láctea tienen que estar especialmente fabricadas y diseñadas, ya que se trata de un sector sometido a muy altas exigencias de calidad y a estrictas normas de seguridad alimentaria. Por un lado estamos tratando con un producto muy perecedero que puede ser alterado por diferentes patógenos. A su vez, la industria láctea comprende varios subproductos (leche entera, nata, queso, yogur, crema, etc.), los cuales tienen importantes diferencias en cuanto a viscosidad, densidad, etc., que requieren de un tipo de bomba u otra.
También tenemos que destacar que las bombas de la industria láctea están sometidas a importantes cargas de trabajo. A lo largo del día, en cualquiera de estas industrias se procesan miles de litros, por lo que es necesario disponer de equipos robustos y eficaces que puedan soportar ese volumen de procesamiento.

Tabla de contenidos
Tipos de bombas para la industria láctea y su funcionamiento
En la industria láctea, nos encontramos con líquidos que tienen una viscosidad media/alta. Además, la leche y sus subproductos pueden sufrir diferentes cambios en su estado de viscosidad debido a los cambios de temperatura, y a que nos encontramos con productos finales, como la nata, que tienen una gran viscosidad.
Así pues, las bombas para leche son principalmente bombas de tipo centrifugo y volumétrico, que están especialmente diseñadas para manejar líquidos alimentarios con diferentes estados de viscosidad.
Las bombas volumétricas funcionan a menor velocidad que las bombas centrífugas alimentarias habituales en otras industrias. Esa menor velocidad consigue que el producto sufra un menor deterioro, que no se descomponga demasiado y que no se alteren sus propiedades, a la vez que la maquinaria de bombeo sufre un menor desgaste.
La bomba centrífuga para leche se utiliza sobre todo en las primeras fases de recepción y manipulación de la leche entera, cuando el producto sufre menos.
A continuación repasamos algunas de las bombas que podemos encontrarnos en la industria láctea.
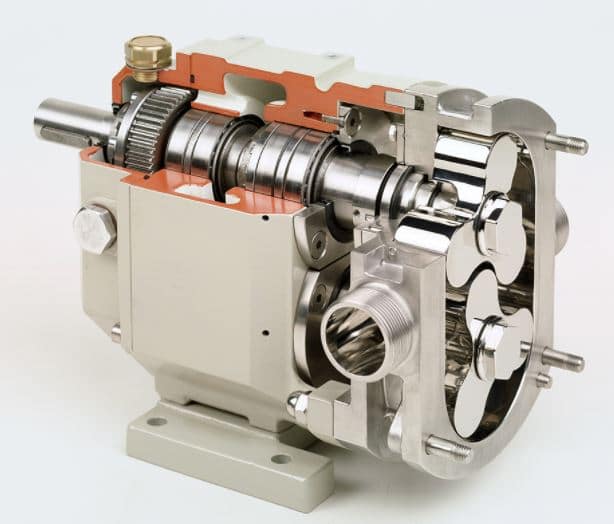
Bombas lobulares Volumétricas OMAC
Las bombas lobulares Volumétricas OMAC son bombas fabricadas en fundición de cera perdida que pueden soportar presiones de hasta 20 bar. Es una bomba especialmente concebida para su montaje en las cisternas, directamente acoplada al motor hidráulico. Se utiliza, principalmente, en la fase de bombeo de la recepción y los almacenamientos intermedios. Tiene una alta capacidad para tratar con líquidos muy viscosos, por lo que también se puede emplear en el tratamiento de otros productos, como chocolates y salsas.
Bombas Volumétricas de rotor helicoidal CSF
Las bombas Volumétricas de rotor helicoidal CSF tienen rangos de presiones desde 6 barg hasta 24 barg. Están especialmente concebidas para trabajar con productos muy viscosos, como los derivados lácteos, aunque también se emplean en la industria farmacéutica o química. Su capacidad de bombeo puede alcanzar los 100m3/h

Bombas volumétricas de rotor sinusoidal serie SN
Esta bomba volumétrica es especial para el trasiego de productos muy delicados, como las natas, debido a que su movimiento es de baja cadencia y a que se producen pocas vibraciones. En cuanto a caudal, puede alcanzar los 100 m3/hora.

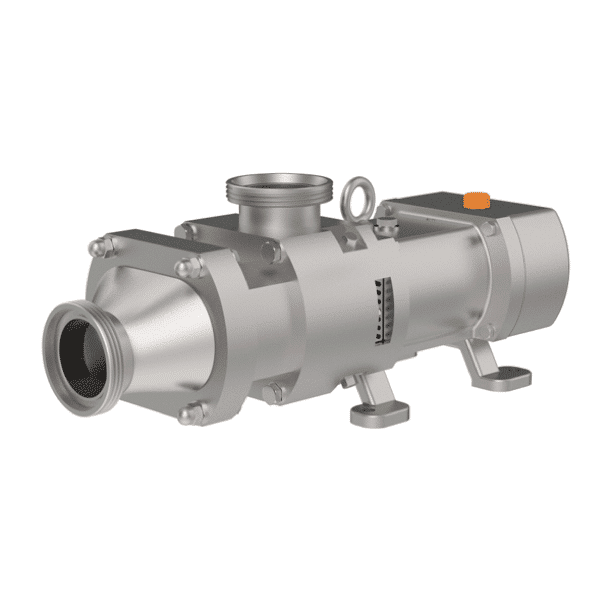
Bombas Volumétricas rotativas de doble Husillo CSF serie TS
Con un caudal de hasta 180 m3/h, esta bomba volumétrica está fabricada con acero inoxidable de alta resistencia. Es ideal para mover los lácteos que contengan partículas o sólidos en suspensión
Etapas de la producción láctea
En las diferentes etapas de la producción lechera podemos encontrarnos diferentes tipos de bombas, en cada una de las cuales llevará a cabo un cometido diferente las bombas que hemos visto más arriba.
- –Fase de recepción: la leche se bombea desde los camiones cisternas hasta los tanques de almacenamiento inicial. A continuación, la leche se clarifica y se enfría y almacena.
- –Precalentamiento inicial: la leche se calienta a 65 grados durante 20 segundos para evitar el crecimiento microbiano.
- –Desnatado: se separa la nata de la leche para obtener leche desnatada y leche semidesnatada. La nata se bombea con bombas de baja cadencia para elaborar otros derivados lácteos.
- –Precalentamiento final, tratamiento UHT y enfriamiento: sirve para que la leche se pueda conservar durante mucho tiempo y para acabar con cualquier resto de microorganismos.
- –Bombeado: La leche, finalmente, se bombea hasta los puntos de envasado y embotellamiento.
La gran importancia de la industria láctea obliga a que las industrias auxiliares, como son los fabricantes de maquinarias, estén obligados a cumplir unos altos estándares de calidad. Las bombas para la industria lechera son componentes esenciales debido a que se tienen que manipular miles de litros de un producto muy delicado que tiene que llegar en condiciones óptimas a los consumidores.
Si necesitas una Bomba para la industria láctea ponte en contacto con nosotros y te asesoramos para elegir la mejor opción con un presupuesto personalizado para tu caso.

Jose Antonio Garcia Mompeán es Ingeniero Técnico Industrial y Director de Gargil Suministros industriales desde el año 2005